Measuring is knowing! Without accurate measurement and the appropriate control of the equipment, all kinds of things can go wrong. Besseling has developed its own measurement and control system (ACS – Atmosphere Control Station) which can be used to control your cold storage facility fully automatic. You only need to set the required values and the system will measure, control and maintain your chosen atmosphere.
Quality and reliability at the heart of your system are extremely important! As such, the sensors approved by Besseling meet four important requirements; sustainability, stability, accuracy and response time.
Besseling has different measurement solutions for different applications and budgets:
Ethylene (C2H4)
1. Infrared measurement, measurement range 0-5000 ppm
2. NDIR, dual beam measurement, measurement range 0-100/200/500/1000/2000 ppm
3. Chemical cell, measurement range: 0-5000 ppb




With the Besseling Ethylene Converter, an ethylene level of 1 ppb (0.0000001%) can be achieved without making use of chemicals. This makes the process extremely environmentally-friendly. Thanks to heat recovery and accurate control of the optimum temperature, the converter consumes minimal energy.
The Besseling Ethylene Converter removes ethylene using catalytic conversion and the SwingTherm principle. The Besseling platinum-based ethylene converter consists of two columns, each with a heat storage medium, a catalyst, heating elements and one ventilator. In turns, cold store air is guided upwards and heated per column. The air then passes through two catalyst beds where the ethylene gas is broken down. Finally, the air flow passes through the second bed. This results in the air being cooled back down again.
The SwingTherm principle ensures that temperatures are optimally controlled at all times and heat development is kept to a minimum.
Advantages
✔ Longer shelf life/storage life of your fresh produce
✔ Preserve quality of your valuable produce
✔ Can reach ethylene levels as low as 1 ppb
✔ Lasts for minimum 20-30 years
✔ Removes Ethylene molecules with the help of a platinum catalyst
✔ Destroys all air borne bacteria and viruses. The process operates at 250 degrees Celsius, where all airborne pathogens are killed
✔ Prevents Molds and Fungi. Due to the high temperature operation, all air which passes the catalyst will be cleaned from mold spores
✔ No refill of consumables in the ethylene converter, like required with KMnO4
✔ It is the only technology to reduce ethylene to ppb levels
✔ Energy friendly due to SwingTherm heat recovery technology
✔ No degradation of evaporators or rubber compared to aggressive gases like Ozone
Loss of moisture is one of the most important causes of loss of quality during the storage period. Every kilogram lost incurs a cost. That is why it is important to keep moisture loss to a minimum.
Moisture loss limits the shelf-life of fruit and vegetables which relates to a loss of money – payment is ultimately made per kilogram. In the event of a too low relative humidity (RH) value, there is the option to increase the RH to an optimum level by a humidifier.
Besseling uses a worldwide patented, energy-saving compressed air atomizer. The unique construction of the aerosol chamber ensures an optimum mix of air and water. As a result, an extremely fine mist is sprayed which is easily absorbed into the air.
Main advantages of Relative Humidity control:
✔ Minimize water loss, hence weight loss of your perishables
✔ Extends shelf life of fresh produce
✔ Preserves quality of fresh produce by maintaining its texture, flavor and nutritional value


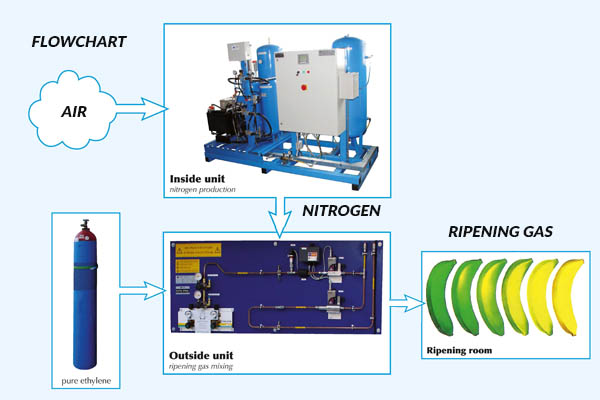
Ripe-pro is an installation for producing ripening gas. Standard pre-mixed gas consists of 95% nitrogen and 5% ethylene. Ripe-pro extracts nitrogen from fresh air and mixes it with pure ethylene (out of gas bottles). This mixed gas can then be used for the ripening of bananas and other fruit. So you do not need standard pre-mixed gas anymore.
• Savings on yearly gas costs is on average 70%
• One bottle of pure ethylene equals 30 bottles of mixed gas
• Reduction of rent, storage and transport costs
• Less internal transport and changing of bottles
• Less external transport, so less CO2 emission
Specifications of the Ripe-Pro:
• Capacity 6 Nm3 per hour
• Mixture 96% N2 and 4% C2H4